






/right.svg)













/one-stop-nban.png)
/one-stop-nban-pro.png)
/drawing-design-img.png)
/drawing-design-pro.png)
Low-Pressure
High-Pressure
Gravity
Centrifge


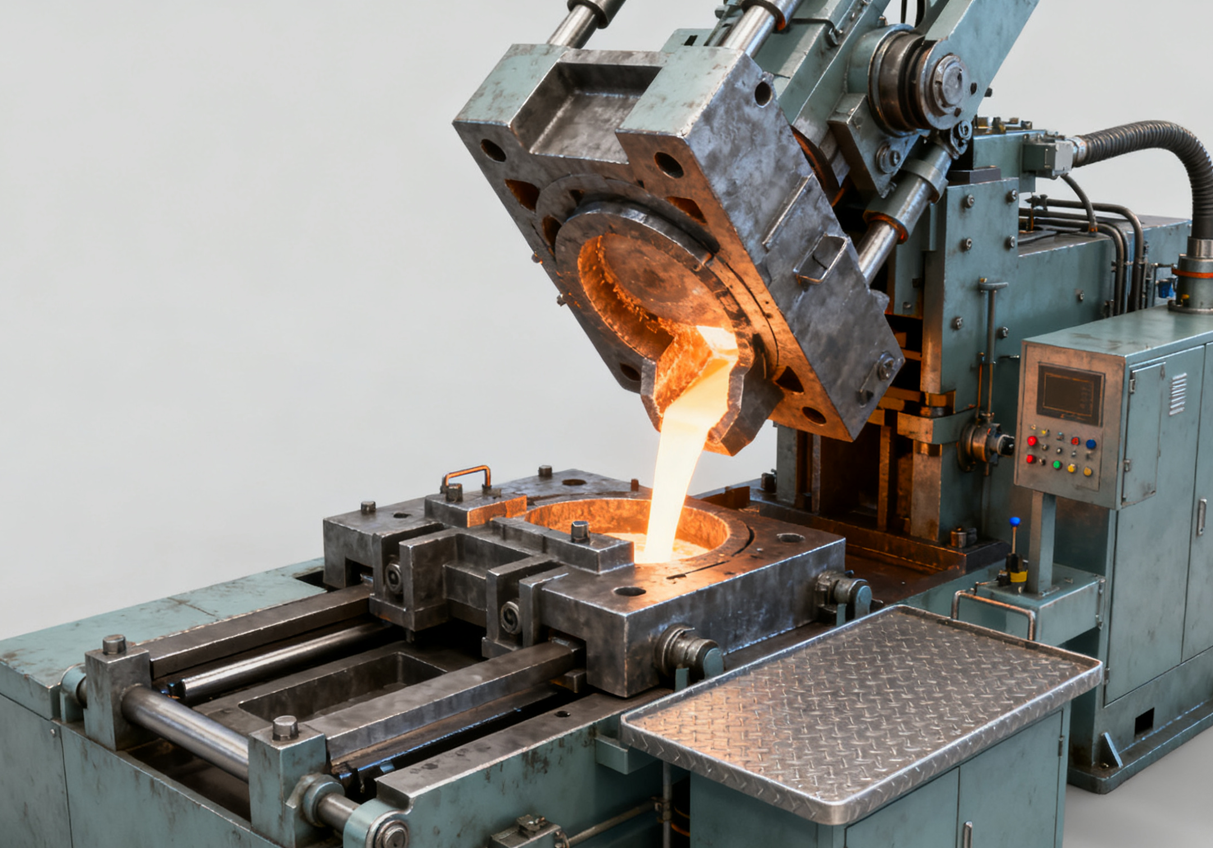
Low-pressure casting uses 'bottom-up filling under pressure.' Molten metal is sealed in a crucible and pressurized, forcing it smoothly upward into the mold cavity. It solidifies under continuous pressure, resulting in a dense casting.
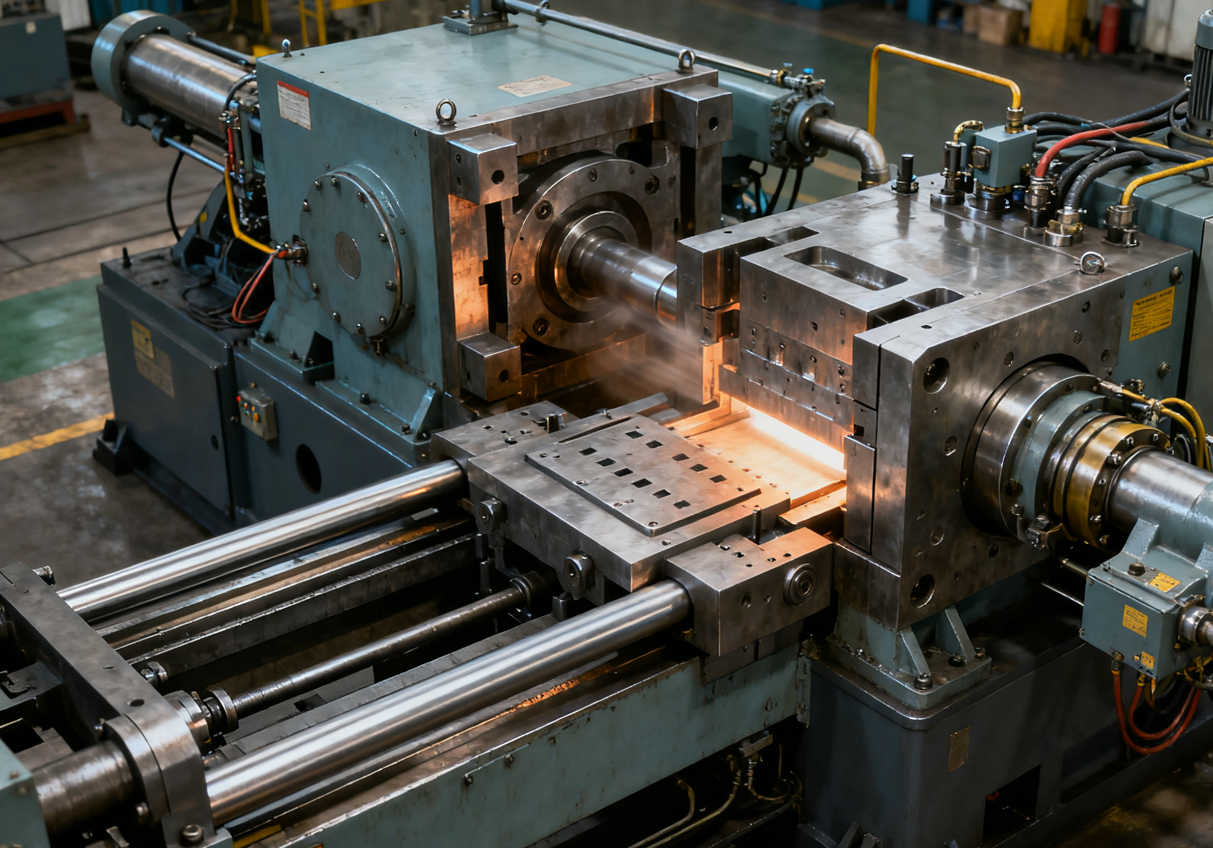
High-pressure casting (die casting) uses 'high speed, high pressure, instant molding.' Molten metal is injected into a mold at very high speed and pressure, where it cools and solidifies rapidly, forming the final part.
Gravity casting relies on 'gravity for natural molding.' Molten metal is poured and fills the mold cavity by gravity alone, then cools and solidifies without external pressure. It's the most traditional casting method.
Centrifugal casting uses 'rotation to create centrifugal force for dense molding.' Molten metal is poured into a high-speed rotating mold. The centrifugal force presses the metal against the mold walls, ensuring a dense, defect-free casting.
Low-Pressure
High-Pressure
Gravity
Centrifge

High quality: Pressure feeding results in dense, high-strength castings.
High yield: No risers needed; material utilization is over 90%.
Smooth filling: Reduces defects and ensures a smooth surface.
Easy to automate: High level of mechanization for good working conditions.
Extremely high efficiency: Short cycle times, suitable for mass production.
High dimensional accuracy: Tight tolerances for consistent parts.
Excellent surface finish: Requires minimal post-processing.
Produces complex, thin-walled parts: Can create intricate details.
Good internal quality: Smooth filling prevents trapped gases, resulting in high density.
Lower mold costs: Especially for sand casting, molds are cheap and quick to make.
High flexibility: Suitable for single parts or small batches, regardless of size or alloy.
High density: Centrifugal force pushes gas and impurities inward, creating a dense outer surface.
No need for cores: Can directly produce hollow, cylindrical parts, improving material yield.
Strong filling ability: Suitable for casting alloys with poor fluidity.
Low-Pressure
High-Pressure
Gravity
Centrifge

Low-pressure casting is ideal for complex, thick-walled, medium-to-large non-ferrous castings.
Automotive: Aluminum wheels, cylinder heads, engine blocks.
Motorcycle: Wheels, shock absorber parts.
Other: Aerospace components, electrical parts.
High-pressure casting is perfect for mass-producing complex, thin-walled, small-to-medium non-ferrous castings with high surface finish requirements.
Electronics: Phone/laptop casings, heat sinks.
Automotive: Engine blocks, transmission cases, door frames.
Hardware: Toys, zippers, door handles, faucet parts.
Gravity casting is best for medium-to-large castings requiring high internal quality and strength.
Engine parts: Cylinder heads, engine blocks, pistons.
Large machine parts: Lathe beds, large gears, pump bodies.
Other: Complex aluminum and copper alloy blanks.
Centrifugal casting is used almost exclusively for hollow and cylindrical metal parts.
Pipes: Cast iron drain pipes, oil pipes, various rollers and sleeves.
Machine parts: Engine cylinder liners, bearing rings.
Specialty: Composite rollers for chemical reactors.
/process-casting-process-dot.png)
Online refining of molten aluminum (hydrogen content ≤0.12ml/100g).
/process-raw-material.png)
/process-capability-img.png)
/process-capability-img1.png)
/process-capability-img2.png)
/process-capability-img3.png)

/process-surface-pro.png)











Contact Us
Contact
You can reach us in four ways. We will respond to your inquiry promptly!
Call
Message Form
Add WeChat or WhatsApp
/contact-dot-img.png)
Upload Drawing
Your documents are secure and confidential
/contacti-step1.svg)
/contacti-step2.svg)
/contacti-step3.svg)